


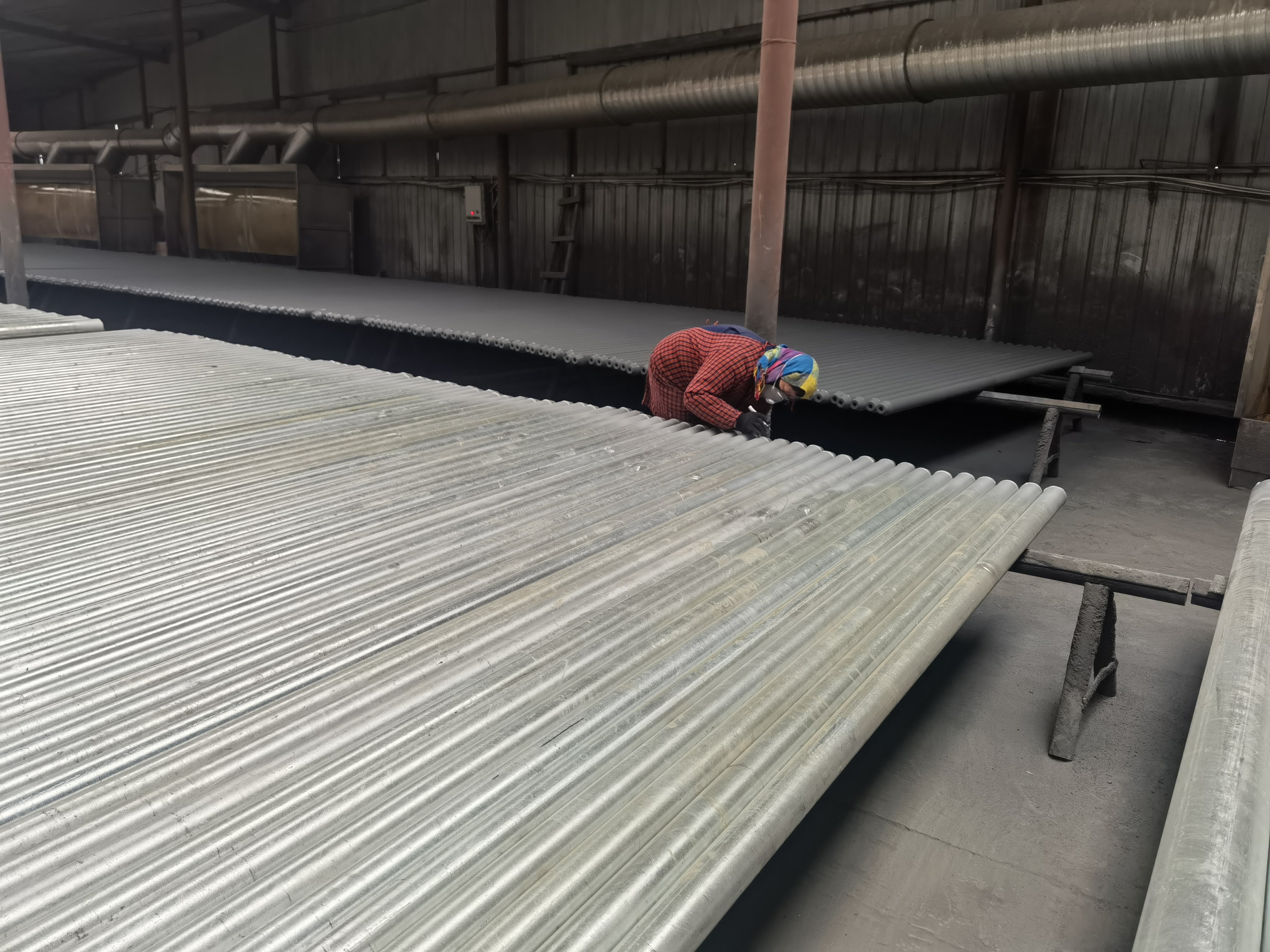




ಸ್ಟೀಲ್ ಸ್ಪೇಸ್ ಫ್ರೇಮ್ನ ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಮತ್ತು ಡೆರಸ್ಟಿಂಗ್ ಪ್ರಕ್ರಿಯೆ
ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್:
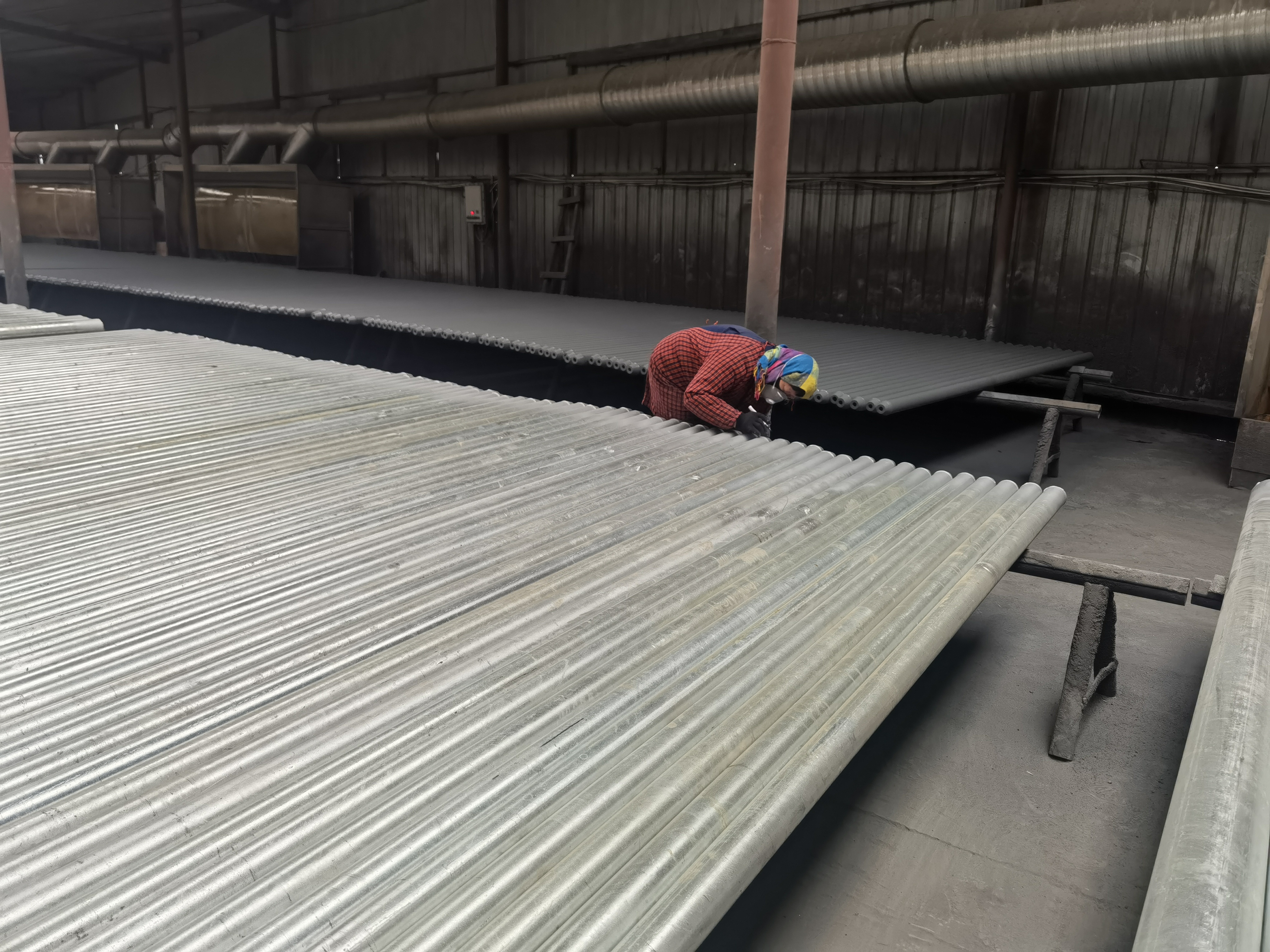
ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಎಂದರೆ ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಯಂತ್ರವು ಹೆಚ್ಚಿನ ವೇಗದಲ್ಲಿ ತಿರುಗಿದಾಗ ಅದರ ಮೇಲೆ ಇಂಪೆಲ್ಲರ್ನ ಕೇಂದ್ರಾಪಗಾಮಿ ಬಲವನ್ನು ಬಳಸುವುದು ಮತ್ತು ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು ತುಂಬಾ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ.
ಉಕ್ಕಿನ ರೇಖೀಯ ವೇಗವನ್ನು ಸಂಸ್ಕರಿಸಲು ಉಕ್ಕಿನ ಮೇಲ್ಮೈಗೆ ಚಿತ್ರೀಕರಿಸಲಾಗುತ್ತದೆ, ಇದು ಊದುವ ಮತ್ತು ರುಬ್ಬುವ ಪರಿಣಾಮವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ ಮತ್ತು ಉಕ್ಕಿನ ಮೇಲ್ಮೈಯಲ್ಲಿರುವ ಆಕ್ಸೈಡ್ ಮಾಪಕವನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.
ಮತ್ತು ತುಕ್ಕು, ಮತ್ತು ನಿರ್ದಿಷ್ಟ ಒರಟುತನವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಹೆಚ್ಚು ಪರಿಣಾಮಕಾರಿಯಾಗಿದೆ ಮತ್ತು ಮುಚ್ಚಿದ ಪರಿಸರದಲ್ಲಿ ನಿರ್ವಹಿಸಬಹುದು.
ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಮತ್ತು ತುಕ್ಕು ತೆಗೆಯುವ ಗ್ರೇಡ್;
(1) ಲಘುವಾದ ಹೊಡೆತದ ಸ್ಫೋಟ ಮತ್ತು ತುಕ್ಕು ತೆಗೆಯುವಿಕೆ.ಉಕ್ಕಿನ ಮೇಲ್ಮೈಯು ಗೋಚರ ಗ್ರೀಸ್ ಅಥವಾ ಕೊಳಕು ಮತ್ತು ಬಲವಾದ ಆಕ್ಸೈಡ್ ಸ್ಕೇಲ್, ತುಕ್ಕು ಮತ್ತು ಬಣ್ಣದ ಲೇಪನಗಳು ಮತ್ತು ಇತರ ಲಗತ್ತುಗಳಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು;
(2) ಸಂಪೂರ್ಣ ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಮತ್ತು ತುಕ್ಕು ತೆಗೆಯುವಿಕೆ.ಉಕ್ಕಿನ ಮೇಲ್ಮೈಯು ಗೋಚರ ಗ್ರೀಸ್ ಅಥವಾ ಕೊಳಕು ಮತ್ತು ಬಲವಾದ ಆಕ್ಸೈಡ್ ಸ್ಕೇಲ್, ತುಕ್ಕು ಮತ್ತು ಬಣ್ಣದ ಲೇಪನಗಳು ಮತ್ತು ಇತರ ಲಗತ್ತುಗಳಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು;
(3) ಅತ್ಯಂತ ಸಂಪೂರ್ಣವಾದ ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಮತ್ತು ತುಕ್ಕು ತೆಗೆಯುವಿಕೆ.ಉಕ್ಕಿನ ಮೇಲ್ಮೈಯು ಗೋಚರ ಗ್ರೀಸ್ ಅಥವಾ ಕೊಳಕು, ಸ್ಕೇಲ್, ಕಬ್ಬಿಣದ ಲಗತ್ತುಗಳಾದ ತುಕ್ಕು ಮತ್ತು ಬಣ್ಣದ ಲೇಪನಗಳಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು, ಯಾವುದೇ ಉಳಿದ ಕುರುಹುಗಳು ಚುಕ್ಕೆಗಳು ಅಥವಾ ಪಟ್ಟಿಗಳ ರೂಪದಲ್ಲಿ ಸ್ವಲ್ಪ ಕಲೆಗಳಾಗಿರಬೇಕು;
(4) ಉಕ್ಕಿನ ಮೇಲ್ಮೈಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಮತ್ತು ತುಕ್ಕು ತೆಗೆಯುವಿಕೆ.ಉಕ್ಕಿನ ಮೇಲ್ಮೈಯು ಗೋಚರ ಗ್ರೀಸ್ ಅಥವಾ ಕೊಳಕು, ಆಕ್ಸಿಡೀಕರಣ ಚರ್ಮ, ತುಕ್ಕು ಮತ್ತು ಬಣ್ಣದ ಲೇಪನಗಳು ಮತ್ತು ಇತರ ಲಗತ್ತುಗಳಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು, ಏಕರೂಪದ ಲೋಹೀಯ ಹೊಳಪನ್ನು ತೋರಿಸುತ್ತದೆ;